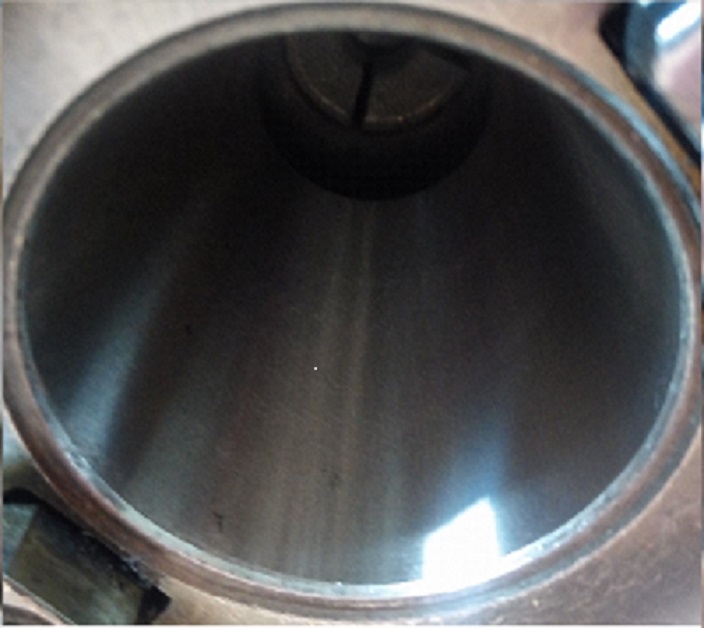
Линии износа в продольном сечении конуса могут иметь как линейную так и криволинейную форму. Соответственно линии износа в поперечном разрезе могут иметь не ровный круг, а овал, треугольник и прочие фигуры
Износ конуса шпинделя может проходить за счёт многих факторов
работа с режимами резания превышающими допустимые, в том числе high feed
удары шпинделя в разном направлении
сила зажима оправки не соответствует заводским
попадание стружки под оправку при смене инструмента
неправильно выставленная точка смены инструмента
не параллельность оси шпинделя к оси станка (в основном Z)
неперпендикулярность осей станка (в основном XZ и YZ)
Как только появилась возможность оправки прилегать к конусу шпинделя неравномерно он начинает очень быстро расклёпываться
Оправка начинает болтаться и ещё больше разбивать конус. Этим уменьшается срок службы подшипников шпинделя, снижается стойкость инструмента
некоторых случаях становится невозможным работать фрезами с диаметрами начиная от 3мм и меньше.
Фреза с боем, превышающим допустимое значение, сразу скалывается при касании об обрабатываемый материал.
При работе ленточкой фрезы появляется дробь вместо гладкой поверхности.
При работе пластинами явно слышен посторонний стук, пластины быстро изнашиваются или скалываются.
При сверлении инструмент (в первую очередь из VHM) ломается или происходит преждевременный износ.
Недоступно глубокое сверление.
Преимущества
Преимуществом шлифовки шпинделя по месту является то, что конус восстанавливается в собственных опорах.
В среднем допуск биения оправки производитель указывает до 0,025мм. на расстоянии 300мм от основания (зеркала) конуса шпинделя.
Инструментальный конус будет приведён в значения по биению соответствующие сертификату производителя станка.
Восстанавливаются конуса следующих размеров 30, 40, 45(переходной), 50. Тип SK(DIN69871), BT(MAS403BT), NT(DIN2080), ГОСТ 25827.
Для выполнения работ станок должен быть в рабочем состоянии
осуществлён подвод электрического питания с розеткой 3Р+Е на 16А 5PIN, сжатого воздуха 6-8бар. Расстояние от торца шпинделя до стола не менее 600мм (для станков типа VMC). Изменение точки смены инструмента по оси Z осуществляется силами заказчика. Приблизительное смещение от +0,05 до +0,3мм. Точное значение вычисляется после окончания работ. Съём материала конуса шпинделя зависит от его износа и составляет от 0,005мм до 0,05мм.
Сильные забоины, вмятины не выбираются. На площадь прилегания (не менее 90%) не влияют. Излишний съём материала может повлиять на прочностные характеристики азотированного (цементированного) слоя. Шпиндель должен иметь возможность запуска вращения без оправки.
Важное примечание: после восстановления инструментального конуса непараллельность оси шпинделя и оси Z не восстанавливается. Шпиндель должен быть исправен! Дефекты, касающиеся подшипников шпинделя, могут сделать невозможным шлифовку или конус будет иметь треугольное (или другое), а не круглое сечение в поперечном разрезе.